

Correction principle and precautions of the lighter of bridge welding equipment
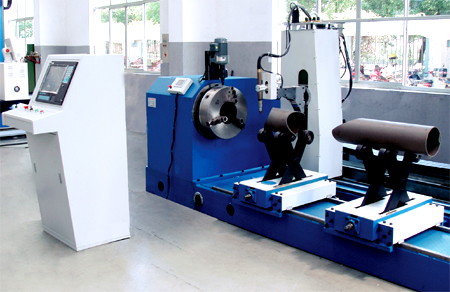
The production of beams and plates of steel structure bridges is relying more and more on automated production lines. Among many bridge welding equipment, the lighter is used as an automatic equipment for correcting the welding deformation of beams and plates, which can complete the flame correction work of the entire beam and plate. , Can save a lot of calibration personnel, the following is for everyone to sort out the calibration principles and precautions of the bridge welding equipment lighter for your reference.
Correction principle of lighter for bridge welding equipment
1. Causes of welding deformation of beams and plates
Metal materials have the characteristics of thermal expansion and contraction. When welding produces local heating, the heated material expands. However, due to the low ambient temperature, the expansion is hindered. At this time, the heated metal is subjected to compression stress. When the heating temperature is When the compressive stress exceeds the yield limit at 600~700℃, compressive plastic deformation will occur.
2, the principle of flame correction of the lighter
The flame correction of the lighter is to use the method of local heating of the flame to heat the curved unevenness of the steel to correct the new deformation caused by the local heating to correct the original deformation. Here, the lighter on the beam is required. The deformation direction of the heated part is opposite to the original deformation direction to offset the original deformation. The heat source for the lighter heating is usually an oxyacetylene flame, which has high temperature and fast heating speed, and is the main heat source for flame correction.
Precautions for beam plate correction of lighter for bridge welding equipment
1. For different batches of components, different flame parameters should be selected to control and adjust the bending deformation. At the same time, a reasonable assembly sequence should be selected.
2. The firing position of the lighter should not be near the stress section of the main beam.
3. The firing area of the calibration site should not be too large on one section, and several sections should be selected.
4. It is advisable to use spot heating to improve the stress state of the heating zone.
5. The heating temperature of the lighter calibration should not exceed 700℃.
6. Be careful not to over-correct during calibration. Once the flame is over-corrected, the deformation will be difficult to correct back.








Please first Loginlater ~